点焊机(自动点焊机)
- 电商
- 2022-06-15 05:58:28
点焊机的工作原理及使用
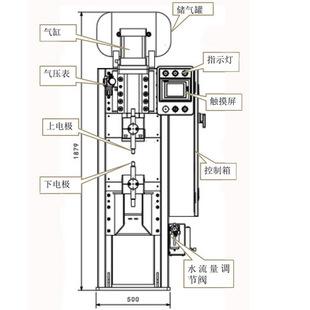
点焊机是一种通过电阻加热形成焊芯的电阻焊接设备。广泛应用于碳钢、不锈钢、铝、铜及各种有色金属零件的焊接领域。今天边肖要分享点焊机教程,详细介绍点焊机在Sunal的使用方法和技巧,以及点焊机使用中的注意事项。常用的点焊机可分为三大类:工频交流点焊机、中频逆变DC点焊机和电容储能点焊机。三种类型的焊接原理相同,都是电阻焊技术的重要应用。所以今天就不重复它们之间的区别了,主要分享点焊机教程。点焊机工作原理:点焊机主要有单面双点焊和双面双点焊。目前,双面双点焊是实际应用中的主要方法,市场占有率不低于95%。点焊机工作时,被焊接工件夹在两个电极之间,两个电极通过气缸对工件加压,使两层金属工件在两个电极的压力下形成一定的接触电阻。点焊机的焊接电流从一个电极流向另一个电极时,在两个工件的接触点形成电阻热,产生熔核形成焊点。由于点焊机的焊接电流瞬间沿着两个工件从另一个电极流向该电极,形成回路,因此不会破坏待焊接工件的内部结构,保证了原有材料特性的完整性。点焊机使用详细教程:1。点焊机使用前,先调整电极位置,使上下电极头在一个轴上,以保证电流回路的形成,顺利在工件接触面形成焊点。2.打开点焊机电源,通风通水。Sunar提醒大家不要忘记通水,这样不仅会影响产品的焊接质量,还会影响点焊机的安全和使用寿命。3.设置产品的焊接参数。点焊机的主要焊接参数包括焊接电流、焊接时间和焊接压力。Sunar提醒大家,这三个焊接参数要根据焊接工件的实际情况来设定。压力一般控制在0.2-0.4Mpa,可根据需要上下调节,而焊接电流在调试时应尽量由小变大,以免焊接电流过大造成飞溅或损坏电极。三个焊接参数的调整相辅相成,相互配合,缺一不可。Sunar提醒大家,任何产品焊接都要有一个极其合适的焊接参数临界点。4.参数调试完毕后,即可开始产品焊接过程。将焊件置于两电极之间,踩下踏板,使上电极与焊件接触并加压。当踩下踏板时,点焊机将进行焊接。焊接过程包括预压、加压、预热焊接、焊接、回火焊接、维护等阶段,这些阶段的参数设置可以根据需要在焊接规范中进行调整。一般普通产品的焊接不需要三次放电焊接,所以预热和回火阶段一般可以设置为0。
什么是点焊机
电阻焊是点焊零件结合后,通过电极施加压力,利用电流通过接头接触面及相邻区域产生的电阻热进行焊接的方法。电阻焊具有生产效率高、成本低、节省材料、易自毁、移动小等特点。因此点焊机广泛应用于金属箱制造、工程机械修理、汽车配件、自行车零件、异形标准件、工艺品、电子元器件、仪器仪表、电器开关、电缆制造、过滤器、消声器、金属包装、化工容器、金属丝网、网篮等金属制品行业。它是重要的焊接工艺之一。点焊机根据用途分为通用型和专用型。根据同时焊接的焊点数量,有单点、双点、多点;按传导方式,有单边和双边;根据加压机构的传动方式,有脚踏式、电机-凸轮式、气动式、液压式和复合型(气液式);根据运行特点,有非自动化和自动化;根据安装方式,有固定式、移动式或便携式(悬挂式);根据焊机活动电极(通常是上电极)的运动方向,有垂直行程(电极直线运动)和电弧行程;按供电方式分,有工频焊机(50 Hz交流电源)、脉冲焊机(DC脉冲焊机)、储能焊机等。)和变频焊机(如低频焊机)。当工件和电极固定时,工件的电阻取决于其电阻率。因此,电阻率是焊接材料的一个重要特性。电阻率高的金属导电性差(如不锈钢),电阻率低的金属导电性好(如铝合金)。所以点焊不锈钢时容易发热但散热困难,而点焊铝合金时容易发热散热困难。点焊时,前者可以用小电流(几千安培),后者必须用大电流(几万安培)。电阻率不仅取决于金属的种类,还取决于金属的热处理状态、加工方法和温度。为了保证熔核尺寸和焊点强度,焊接时间和焊接电流可以在一定范围内相辅相成。为了获得一定强度的焊点,可以采用大电流短时间(强条件,也叫硬规范),也可以采用小电流长时间(弱条件,也叫软规范)。硬规格或软规格纤维燃烧标准的选择取决于金属的性能和厚度以及所用焊接机的功率。对于不同性质和厚度的金属,电流和时间都有上限和下限,使用时以上限和下限为准。电极压力对两电极间的总电阻R有明显的影响。随着电极压力的增加,R显著降低,但焊接电流的增加并不显著,并不能影响R降低所带来的产热减少,因此,焊点强度总是随着焊接压力的增加而降低。解决方法是增加焊接电流和焊接压力。因为电极的接触面积决定了电流密度,而电极材料的电阻率和热导率又与热量的产生和散失有关,所以电极的形状和材料对熔核的形成有很大的影响。随着电极头的变形和磨损,接触面积会增大,焊点强度会降低。点焊机——工作原理交流点焊机点焊机采用双面双点过电流焊接原理。工作时,两个电极对工件加压,使两层金属在两个电极的压力下形成一定的接触电阻,当焊接电流从一个电极流向另一个电极时,在两个接触电阻点形成瞬时热熔,焊接电流瞬间从另一个电极沿着两个工件流向这个电极形成回路,不会破坏被焊工件的内部结构。点焊过程是打开冷却
干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固形成焊点;去除压力,取出工段毕件。焊接电流、电极压力、通电时间及电极工作表面尺寸等点焊工艺参数对焊接质量有重大影响。点焊机利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降,电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯。电焊机一般是一个大功率的变压器,系利用电感的原理做成的。电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料。来达到使它们结合的目的。点焊是焊件装配接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊多用于薄板的连接,如飞机蒙皮、航空发动机的火烟筒、汽车驾驶室外壳等。点焊机焊接变压器是点焊电器,它的次级只有一圈回路。上、下电极与电极臂既用于传导焊接电流,又用于传递动力。冷却水路通过变压器、电极等部分,以免发热焊接时,应先通冷却水,然后接通电源开关。电极的质量直接影响焊接过程,焊接质量和生产率。电极材料常用紫铜、镉青铜、铬青铜等制成;电极的形状多种多样,主要根据焊件形状确定。安装电极时,要注意上、下电极表面保持平行;电极平面要保持清洁,常用砂布或锉刀修整。焊接循环点焊和凸焊的焊接循环由四个基本阶段(点焊过程):(1)预压阶段——电极下降到电流接通阶段,确保电极压紧工件,使工件间有适当压力。(2)焊接时间——焊接电流通过工件,产热形成熔核。(3)维持时间——切断焊接电流,电极压力继续维持至熔核凝固到足够强度。(4)休止时间——电极开始提起到电极再次开始下降,开始下一个焊接循环。 为了改善焊接接头的性能,有时需要将下列各项中的一个或多个加于基本循环:(1)加大预压力以消除厚工件之间的间隙,使之紧密贴合。(2)用预热脉冲提高金属的塑性,使工件易于紧密贴合、防止飞溅;凸焊时这样做可以使多个凸点在通电焊接前与平板均匀接触,以保证各点加热的一致。

点焊机电焊机区别?
1、工作原理不同:点焊机系采用双面双点过流焊接的原理,作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接。电焊机是利用陆猛电感的原理,电感量在接通和断开时会产生巨大的电压变化,正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,使被接触物相结合的目的。2、种类不同:点焊机按照用途分,有万能式、专用式,按照同时焊接的焊点数目分,有单点式、双点式、多点式,按照导电方式分,有单侧的、双侧的,按照加压机构的传动方式分,有脚踏式、电动机凸轮式、气压式、液压式、复合式。电焊机一般按输出电源种类可分为两种,一种是交流电源、一种是直流电。工矿企业主要用的焊机有:交流弧焊机、直流电焊机、氩弧焊机、二氧化碳保护焊机、对焊机、点焊机、埋弧焊机、高频焊缝机、闪光对焊机、压焊机、碰焊机 激光焊机。扩展资料:点焊机在焊接中低碳钢时,本焊机可利用强规范焊接法瞬时通电或弱规范焊接法长时通电。在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,念瞎电很普遍,电焊仔悉空机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广泛用于各个领域,特别对要求强度很高的制件特实用。可以瞬间将同种金属材料也可将异种金属连接,只是焊接方法不同永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。参考资料:百度百科-点焊机参考资料:百度百科-电焊机

下一篇:回流焊接机(自动焊线机器)
- 人参与,0条评论
发表评论