涂装加工,涂料生产线(涂装设备)
- 电商
- 2022-07-23 18:32:16
汽车涂装工艺流程是怎样的?
工艺流程:1、清洗外壳;2.磷化处理;3.电泳底漆(将裸车壳浸入正负电极静电涂装的漆槽中,将底漆熔化(180);4、涂密封胶;5.喷涂时将底漆(165)送至无尘车间不打磨;6.喷涂面漆(135)。注意事项:1。刷几天漆,漆面应该没有问题。刚刷完,注意烘烤时间不够。漆面没有完全干透最好不要洗车。2.不要接触化学物质和油渍,它们很容易损坏漆面。3.尽量不要用新车漆覆盖车衣,这样容易造成漆面的小划痕。4.尽可能在阳光下停车。一方面有利于漆面的干燥,另一方面也能考验喷漆师傅的功力。

汽车涂装工艺分类?
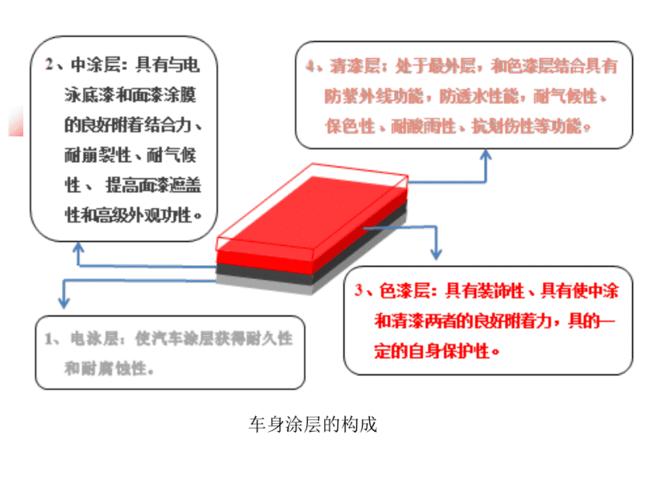
常用的涂装工艺系统按涂装可分为两种涂装系统(底漆和面漆);三个涂层系统(底漆或金属闪光漆/面漆中的面漆);四层体系(底漆配面漆清漆,适用于涂装要求较高的豪华车)。一般三层涂装体系是最常见的一种,三层涂装体系一般用于装饰要求高的轿车车身、客车车身、卡车驾驶室。根据干燥条件,可分为干燥系统和自干燥系统。该干燥系统适用于大批量生产线的汽车涂装;自干燥系统适用于小批量生产汽车涂装和大型特种车身涂装。客车和旅行车车身一般涂装工艺流程如下:前处理(脱脂、除锈、清洗、表面调整)、磷化清洗、烘干底漆、烘干腻子、粗刮(烘干、抛光、擦拭)、细刮(烘干、抛光、擦拭)、中间涂装(烘干、抛光、擦拭)、终饰(快干、烘干、抛光、擦拭)、面漆(烘干或油漆的正面处理是涂装工艺的基础,对整个涂装质量影响很大,主要包括表面清洗(脱脂、除锈、除尘等)。)和磷化处理。表面清洗有几种方法:(1)用热碱液清洗,用有机溶剂擦洗,去除油污;用320-400目砂纸打磨玻璃钢表面,然后用有机溶剂清洗去除脱模剂;车身表面的黄锈要用磷酸配制的清洗液擦洗,以保证涂层具有优良的耐蚀性和涂层与被涂表面良好的附着力。(2)对清洗后的涂装金属零件表面进行各种化学处理,提高漆膜的附着力和耐腐蚀性。钢板零件进行特殊化学处理,提高漆膜与底材的附着力。(3)采用机械方法去除涂层材料的加工缺陷,并产生所需的涂层膜粗糙度。磷化处理方法包括整体喷涂和整体浸泡。该膜式锌盐用于快速磷化,磷化膜质量为1-3g/m,膜厚为1-2m,晶粒尺寸为1-10 m。磷化可在25-35的低温或50-70的中温下进行。(三)涂装1喷涂底漆底漆涂层是整个涂层的基础,汽车涂层与金属的结合力和防腐主要靠它。底漆应是防锈性能强(盐雾500h)、对基材附着力强(能同时适应多种基材)、对中涂或面漆附着力好、涂膜机械性能好(冲击50cm、韧性1mm、硬度0.5)的涂料。使用空气喷涂法(或高压无气喷涂)喷涂底漆。湿对湿喷涂法可连续使用两次。施工粘度为20-30s,每次间隔时间为5-10min。喷涂后,底漆会闪光5-10分钟,进入烘房。底漆干膜厚度40-50 m m 2刮腻子的目的是消除被涂材料的不平整。腻子应刮在干燥的底漆层上,一层厚度一般不超过0.5毫米。应采用新的大面积刮腻子方法。用这种方法,腻子容易形成大面积平整。在不影响生产工艺的前提下,建议每道腻子都要烘干打磨平整,然后再刮下一道腻子。腻子宜刮2-3遍,先厚后薄,这样可以增强腻子层的强度,进一步提高平整度。腻子用机器打磨,砂纸180-240目。3.中涂采用静电喷涂或空气喷涂,可提高涂层的抗石性、与底漆的附着力、被涂物表面的平整光滑性、面漆的丰满度和新鲜度。一般中涂连续喷涂两遍,施工粘度18-24s,每次间隔5-10分钟。喷完后会闪5-10分钟,进入烘房。中间涂层的干膜厚度为40-50m。喷涂采用静电喷涂或空气喷涂方法。喷涂的汽车面漆
喷涂工具有空气喷枪、高压无气喷枪、空气辅助喷枪、便携式静电喷枪。空气喷枪效率低(30%左右),高压无气喷枪浪费油漆。它们的共同特点是环境污染严重,因此已经和正在被空气辅助喷枪和便携式静电喷枪所取代。比如世界排名第一的工程机械公司————美国卡特彼勒公司,采用空气辅助喷枪进行喷涂,便携式静电喷枪用于发动机罩等薄面板罩。施工机械的涂装设备一般采用先进的喷水室。中小型零件也可采用水幕喷漆房或无泵喷漆房。前者性能先进,后者经济方便实用。工程机械由于整机和零部件热容量大,其防锈涂层的干燥一般采用均匀烘烤和热风对流的方式来完成。热源可因地制宜选择,如蒸汽、电、轻柴油、天然气、液化石油气等。
喷涂加工的关键有哪些因素?
1.喷涂加工的关键在于材料、工艺、设备和管理。涂层的基本条件取决于涂层材料的质量。雄电子达
量进购防腐蚀涂料,货源充足,质量可靠。这样才能保证工程进展的更加顺利。2.喷涂工艺和设备可以充分发挥涂装材料的所有性能,获得比较优质涂层,降低生产中产生的费用和提高经济效益的必要条件。兄辉电子喷涂工艺精湛,施工人员均经过专业培训。喷漆工会选在适当的温度、湿度、洁净度的情况下,根据不同要求采用手动喷涂或者自动喷涂。
- 人参与,0条评论
发表评论