快速经济模具(模具的生产过程)
- 电商
- 2022-06-24 03:33:09
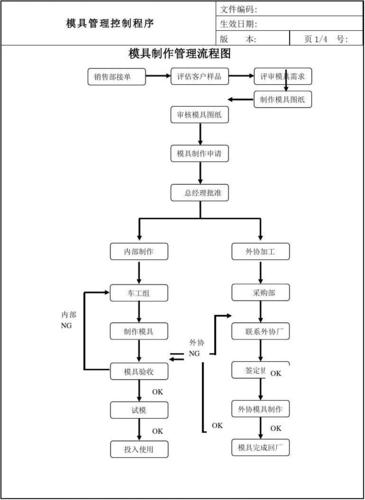
快速模具的分类及制模流程
按功能可分为塑料模具、铸造模具、冲压模具、锻造模具和石墨电极研磨母模。按成型材料可分为简易模具,也叫软模具、经济型模具或非钢模具和钢硬模具根。根据成型工艺的不同,快速制模可分为直接快速制模和间接快速制模。塑料模具、铸造模具、冲压模具、锻造模具和石墨电极研磨母模。这些我们都很熟悉,这里就不说了。先给大家介绍一下软硬快速制模技术。软模因材料柔软(如硅橡胶、环氧树脂等)而得名。)它使用的材料不同于传统的钢铁。目前软模的制造方法主要有硅橡胶浇铸、金属喷涂、树脂浇铸等。软模生产的产品数量一般为50 ~ 5000件。对于几万甚至几十万的产品,还是需要传统的钢模。硬模是指钢模。利用RP原型制作钢模的主要方法有熔模铸造、基于RP原型的陶瓷模一步转换铸造工艺流程图、致密铸造、电火花加工等。基于快速原型的快速模具制造方法:先用RP原型制作母模,再一次转换制作模具型腔,使产品得以铸造成型。当然,如你所见,也可以通过多次转换和电极获得。硅橡胶模具的快速制造技术即使属于软模也是间接的,硅橡胶模具的制造技术是一种流行的快速模具制造方法。硅橡胶模具由于具有良好的柔韧性和弹性,可以制造出结构复杂、图案精细、无拔模斜度、甚至倒拔模斜度和深槽的零件,制造周期短、质量高,备受关注。(1)原型表定位处理。RP法制作的原型一般在层错间有台阶线或缝隙,需要打磨、防渗、强化处理,以提高原型的表面光洁度、防潮性和耐热性。只有原型的表面足够光滑,才能保证制作出来的硅胶模型光洁度,从而保证复制出来的产品只有表面质量高,容易从硅胶模型中取出。(2)制作成型框架和固定原型。根据样机的几何尺寸和硅胶模塑料的要求,设计浇注模架的形状和尺寸,模架尺寸小而适中。在确定原型之前,需要确定分型面和浇口的位置。分型面和浇口位置的确定非常重要,直接影响铸件产品的顺利脱模和产品的铸造质量。当分型面和浇口被选择和加工时,原型被固定在模架中。(3)硅橡胶在真空中计量、混合和脱泡。硅橡胶的用量要根据曲柜的大小和硅橡胶的比重准确计量。将计量好的硅橡胶加入适当比例的固化剂,搅拌均匀,然后真空脱泡。消泡时间应根据真空度来控制。(4)硅橡胶浇注和固化。真空脱泡后,将砖混合物倒入固定的原型框架中。在浇注的过程中,要掌握一定的技巧。浇注硅橡胶后,为了保证空腔填充良好,再次进行真空脱泡。消泡的目的是将混入硅胶的气体和浇注时封闭在原型型腔内的气体抽出。消泡时间应适当长于浇注前,具体时间应根据所选硅橡胶材料的可操作时间和原型尺寸确定。消泡后,硅胶模具可以自行硬化,也可以加热硬化。加热可以缩短硬化时间。(5)拆除模架,用刀剖开模具,取出原型。当硅橡胶模具硬化时,可以移除模具框架,并且可以移除滑杆。根据原型分型面的标记,切开模具,取出原型,清洗硅橡胶模具的型腔,这样制成的硅橡胶模具就可以在真空状态下制造树脂或塑料制品。
:0
随着各种高新技术的迅猛发展,快速经济模式被赋予了新的使命和新的内涵,其分类也日益增多。快速经济的模具材料正在走向系列品种,并在此过程中取得了新的创新和突破。配套设备相继问世,服务领域不断扩大,创造了越来越显著的经济效益。快速经济模具的现状与发展我国快速经济模具技术发展迅速,已接近国际先进水平。特别是“十一五”以来,在汽车工业快速发展的指导下,我国快速经济型模具技术得到了极大的推动,我国快速经济型模具技术从服务于低档小批量生产转变为服务于高档轿车新车型和各种新产品的开发。快速经济模具技术属于先进制造技术。目前,我国快速经济模具技术的开发和研究基本分布在高校、科研院所和高科技企业。专门研究生产快速经济模具的企业并不多,且多为中小型企业。因此,目前迫切需要扩大快速经济型模具企业的规模,支持其研发新的快速经济型模具技术。快速经济型模具领域的主要问题是国内专业快速模具制造企业相对较少,影响了自主品牌新产品的开发和试制。比如汽车新车型开发,主机厂大多选择国外汽车新车型快速试制企业或国内外资企业。主要原因是国内快速经济模具企业少或者发展不够强劲,影响了OEM的选择。其次,我国快速模具企业多为中小型企业,自我开发能力较弱。虽然他们在技术上接近国外先进水平,但他们在技术改造投资方面的能力有限。与国际先进水平的差距近年来,我国快速经济型模具技术发展迅速,特别是随着数控加工设备的普及,模具的设计水平和质量有了很大提高。
提高,完全可替代进口。但是与国外先进的快速模具技术水平相比,仍存在一定的差距。 汽车覆盖件快速模具经多年的技术积淀,以及与新技术、新材料的嫁接,其制造水平和速度都有了明显的提升。与国际先进水平相比其差距主要体现在:国际先进的汽车覆盖件快速模具制造企业是集快速模具技术、汽车车身技术于一身,对汽车主机厂的新产品开发,实施从快速模具制造、冲压、焊接一条龙服务。国内的汽车覆盖件快速模具制造企业。只能承担快速模具的制造及冲压,导致国内的快速模具企业活源匮乏,整体水平提升较慢。再加上汽车覆盖件快速模具制造企业多为中小企业,投资能力较弱,对于先进的高速加工设备以及在线检测设备的引进较少,还保证不了高档次产品的快速开发。 自快速原型技术出现以来,经过20多年的发展,RP已经进入技术成熟、稳步发展的阶段,已经出现了几十种不同工艺。我国的快速原型制造技术水平并不差。与国际先进水平相比,主要差距在于研究成果的产品化和商品化转换较慢,目前快速原型作为我国快速制模技术的转换手段,用于大型快速冲压模具超大尺寸的快速原型制作技术和设备还没有出现。 发展目标和主要任务 随着新产品开发速度越来越快,新材料的种类越来越多,成型工艺不断变化,要求快速经济模具技术能够迅速适应新材料的变化。因此,快速经济模具技术发展重点应该根据市场需求、技术含量、节能环保以及代表快速经济模具技术发展方向来确定。快速经济模具是先进制造业的代表,从以上发展现状和存在的问题可以看出,未来应着重膨胀快速经济模具企业的规模,支持快速经济模具企业将研究成果尽快产品化、商品化。 因此,快速经济模具的主要目标和任务:①通过产、学、研相结合,提高快速经济模具研究成果的产品化、商品化比例,迅速将产业化的研究成果应用到新产品开发工程上,提高我国产品的自主开发能力。进一步扩大快速经济模具在快速制造中的作用,提高快速模具市场占有率,将目前约20%的市场占有率提高到50%以上。②普及CAD/CAM/CAE技术的应用,全面实现3D设计。③进一步缩短快速经济模具制造周期,在快速经济的基础上,再缩短20%以上。④根据不断出现的新材料的特点,研究开发与之相适应的快速成型模具。⑤针对汽车轻量化、节能减排降耗,开发基于快速模具的高强钢汽车构件成型技术,使快速经济模具能压制抗拉强度在750MPa以上的钣材,实现汽车构件高强钢成型产品的国产化。⑥建设国家级快速经济模具工程技术研究中心,确立快速经济模具制造基地,使新研发的快速经济模具技术成果,迅速转化为生产力。

上一篇:注射模(注射模具产品功能介绍)
下一篇:压注模(注塑调机口诀)
- 人参与,0条评论
发表评论