挤压件(挤出模具)
- 电商
- 2022-06-21 16:28:19
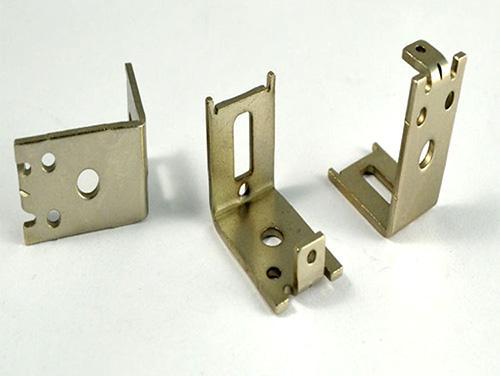
冲压件和挤压件有什么区别?
冲压的基本原理是利用设计好的模具,将钢板按照设计好的工艺,用压力机(几十吨到2000吨)进行弯曲滚压,形成多到无法掩埋的形状。简单来说,冲压件就是用模具将铁皮冲压成特定的形状。有大型零件,也有小型冲压件。比如四门两盖,侧墙,前后翼子板,前后轮罩,前后地板都是大件,一天工作下来很累。这些基本上是覆盖部件,包裹在汽车外部的汽车外壳。其他内板、加强梁、中梁等。都是补强,小冲压件基本都很小。滚压成形工艺主要依靠材料的塑性运动滚压成各种形状复杂的产品,如轴、阀芯、特殊紧固件等。轧制变形是线接触,连续渐进进行,所需变形力小,所以一个行走机构可以生产一个或几个工件。与切削和磨削工艺相比,滚压成型工艺不仅生产效率高、节省材料,而且产品强度高、质量稳定。该工艺特别适用于加工超长、难切削工件,尤其适用于年产量数百万件的批量产品。滚压成形工艺是最有利的,具有最可观的经济效益。
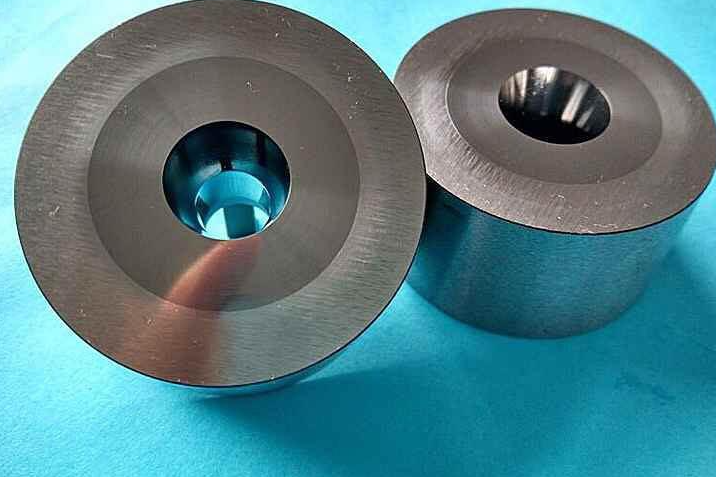
冷挤压件有哪些
低于回复温度的金属锭挤压也称为冲击挤压。冷挤压设备一般采用机械压力机。冷挤压工具包括凸模、凹模、顶出器和模架。常见的冷挤压方式有正向挤压、反向挤压和复合挤压,如图所示。冷挤压时间极短,约0.1 ~ 0.01秒,主要用于生产金属零件。冷挤压的分类A-正向挤压;b-反向挤压;c-复合挤压冷挤压最初仅限于铅、锡等软金属的挤压,19世纪末应用于锌、紫铜、黄铜等硬金属的挤压。由于钢的变形抗力很大,直到20世纪30年代出现磷化处理,将钢坯表面塑造成润滑剂的吸附支撑层,加强了润滑,钢的冷挤压才有了进展。1945年后,随着高强度模具材料的发展,冷挤压取得了快速发展。与热挤压相比,冷挤压具有更高的精度和更高的金属变形抗力。因此,对模具和钢坯的热处理、润滑等工艺条件提出了特殊要求。高强度模具钢的允许单位挤压力一般可达2450MPa。通常,冷挤压锭坯需要进行热处理以软化金属和消除内应力。纤维孔关系到成品质量和模具寿命,甚至决定挤压的成败。当钢被冷挤压时,表面被磷化,然后被充分润滑。

什么叫挤压材料
如果材料的强度低(指屈服强度)、硬度低、塑性好,或者保温后的强度、硬度、塑性好,那么这种材料就可以称为挤压材。材料的强度和硬度低,说明材料容易变形;材料的良好塑性表明材料允许大量变形。这种材料可以通过用模具挤压来变形以获得零件。获得的部分称为挤压。
上一篇:汽车把手(车门把手内部图片)
下一篇:气门嘴(气门嘴图片)
- 人参与,0条评论
发表评论