齿轮加工(我附近的机械加工厂)
- 电商
- 2022-06-17 07:43:16
齿轮加工有哪几种方式?
渐开线齿轮加工方法有两种,一种是仿形法,用成形铣刀铣出齿轮的齿槽,就是“仿形”。另一种是生成法(生成法)。(1)滚齿机滚齿:可加工模数小于8的斜齿;(2)用铣床铣削;(3)开槽、开槽;(4)用冷冲压机床冲压;(5)用插齿机刨削;(6)精密铸造;(7)大量研磨廉价的小齿轮。锻造后,通常采用等温正火,以获得良好的加工性能和均匀的具有变形倾向的金相组织。对于精度要求不高的坦索低速网后齿轮,加热前可以剃齿,加热后不加工。径向剃齿法的应用扩大了剃齿的应用范围。圆柱齿轮的热后处理有两种方式:珩齿和磨齿。珩齿成本低,但齿形修正能力弱,磨齿精度高,成本高。沿齿高方向的齿顶修形和沿齿长方向的鼓形齿修形可以显著降低啮合噪声,改善传动性能,是一个受到广泛关注的研究领域。参考来源:百度百科-Gear
齿轮加工方法分类
1.齿轮加工的成型方法主要有铣齿和拉齿:(1)铣床铣削:可加工直齿条;(2)冷打浆机打牙:可无屑加工;(3)精密齿轮铸造:可大批量加工廉价小齿轮;(调用代码4)磨齿机:可以在精密机床上加工齿轮;(5)压铸机铸齿:大多加工有色金属齿轮;2.齿轮加工的展成法主要包括滚齿和插齿:(1)滚齿机滚齿:可加工模数在8以下的斜齿;(2)插齿、开槽:可以加工内齿;(3)刨齿断链机刨齿:可加工16模数大齿轮;(4)剃齿机:是一种用于齿轮精加工的金属切削。它是一种机械元件,齿轮的轮缘上有齿,可以不断啮合,传递运动和动力。它是一个带有可以互相啮合的齿的机械部件。大齿轮的直径是小齿轮的两倍。齿轮传动的应用出现已久。公元前300多年,古希腊哲学家亚里士多德就阐述了用青铜或铸铁齿轮传递旋转运动的问题。19世纪末,展成齿轮切削法的原理以及利用这一原理的专用机床和刀具的出现,使齿轮加工有了较为完备的手段。随着生产的发展,齿轮运行的稳定性受到了重视。
齿轮加工方法有几种?
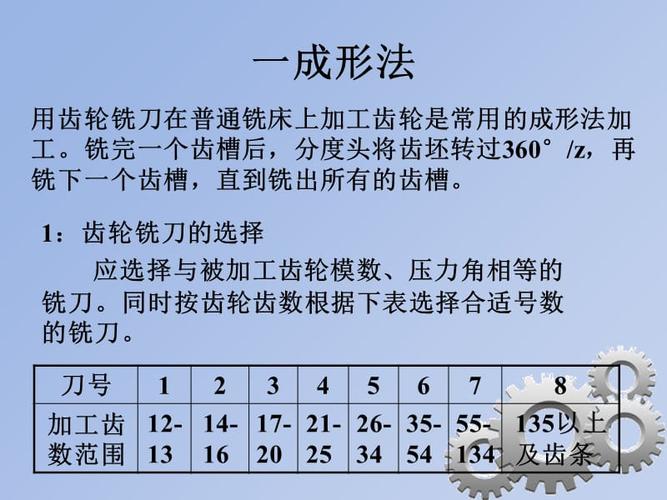
常用的齿轮加工方法1。成形法这种铣齿的方法属于成形法。铣削时,将工件安装在铣床的分度头上,用具有一定模数的盘形(或指形耐用)铣刀在轮齿间铣削。加工一个齿槽后,进行分度,然后铣削下一个齿槽。铣齿特点:设备简单;工具成本低;生产率低;齿轮加工精度低。齿轮的齿廓形状取决于基圆的大小(与齿轮的齿数有关)。成形法铣齿,不需要专用机床,运动简单,但需要分度头分度,生产效率低。这种方法一般用于小批量生产低精度齿轮。2.展成法用展成法加工齿轮时,齿面的渐开线是用展成法形成的,具有较高的生产效率和加工精度。大多数齿轮加工机床采用展成法。1)滚齿的原理是模拟一对交错斜齿轮的啮合和滚动过程。如果一个齿轮的齿数减少到一个或几个,齿轮齿的螺旋倾角很大,就成了蜗杆。把蜗杆开槽,铲掉它的背,就成了齿轮滚刀。当机床使滚刀和工件严格按照一对斜齿圆柱齿轮的传动比转动时,滚刀就能在工件上连续地切出齿来。滚齿的特点:a .适应性好;b .高生产率;c、加工出的齿形表面粗糙度大于插齿刀的表面粗糙度;主要用于加工直齿轮、斜齿轮和蜗轮。2)插齿机用于加工内外啮合圆柱齿轮,特别是加工内齿轮和多齿齿轮,这是滚齿机无法加工的。有了附件,插齿机还可以加工齿条,但是插齿机不能加工蜗轮。3)剃齿是剃齿刀带动工件自由转动,模拟一对斜齿轮无侧隙啮合的过程。剃齿刀的轴线与工件错开一定角度。剃齿常用于非淬火圆柱齿轮的精加工,生产效率高,是最常用的软齿面精加工方法之一。4)珩磨珩磨是加工硬化齿面的一种齿轮加工方法。珩磨轮与工件的相对运动关系与剃齿相同,但不同的是,作为刀具的珩磨轮是用金刚砂磨料和环氧树脂作为粘结剂,通过铸造或热压制成的塑料齿轮。5)磨齿的主要特点是:加工精度高,一般情况下可达IT4 ~ 6级。由于采用强制啮合方式,不仅具有很强的纠错能力,而且可以加工表面硬度很高的齿轮。
上一篇:切削加工(刨床加工视频)
- 人参与,0条评论
发表评论