化学镀镍加工(化学镍电镀厂)
- 电商
- 2022-07-12 10:12:08
化学镀镍工艺流程
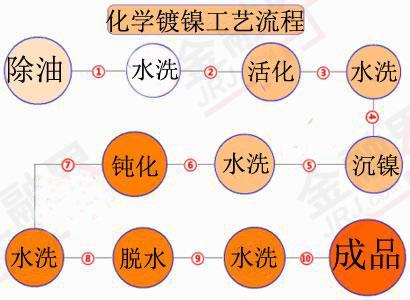
化学镀镍的工艺流程取决于你的工件材料。军事工业和民用研究所专门从事金属表面处理剂的研究和开发。您可以拨打您用户名上的手机号码。开缸:1、开缸配方:硫酸镍(niso 47H2O):27g/L/L(g/L)次磷酸钠(nah 2 po 2H2O): 30g/L/L(g/L)hh 118-3复合添加剂(开缸用):80g/L (g/L) 将8kg hh 118-3复合添加剂加入镀液中,搅拌均匀。取清水或去离子水40kg(占配制工作液总量的40%),在溶解槽中加入次磷酸钠3kg,充分搅拌溶解,过滤至镀槽中,与硫酸镍混合,搅拌均匀。用氨水(一份氨水对一份水)调节工作液的pH值。应在搅拌的同时均匀缓慢地加入氨水。溶液的pH值应通过pH试纸测试,并调整至工艺范围。加水至规定体积(约21kg水),充分搅拌混合均匀。当温度升至70时,打开循环过滤器,加热至工作温度范围,即可进行电镀。5.电镀液的维护:每批工件电镀1小时后,对槽液进行检测,主要是硫酸镍的含量。根据实验室试验结果,补充了镀液。然后,调整pH值。当浴液因蒸发快而液位低时,可补充适量热水。1.各组分的补充:硫酸镍:根据硫酸镍的实际消耗量补充(见硫酸镍消耗量分析说明书);次磷酸钠:次磷酸钠的补充量是根据硫代硫酸镍的消耗量乘以1.1来添加的。如果硫酸镍的用量为10g,次磷酸钠的加入量为11g。HH118-3T(仅用于补充添加):HH18-3T复合添加剂的补充量按硫酸镍用量乘以1~1.5添加。如果硫酸镍用量为10g,HH18-3T的加入量为10~15g。如果没有分析条件,硫酸镍的消耗量(每小时)按硫酸镍开缸量的10%计算,其他成分的添加同上。2.硫酸镍的分析方法(详见分析方法说明书):首先测定硫酸镍的消耗量:取10mL镀液于250mL三角瓶中,加入50mL蒸馏水,20mL pH值为10的缓冲溶液,然后加入约0.2g紫色脲铵指示剂,摇匀,最后用0.05mol/L EDTA标准溶液滴定至亮紫色为终点,记录EDTA标准溶液的消耗量(ml)。硫酸镍的消耗量(G)=(27-26.28 0.05 EDTA标准溶液消耗量)钢瓶开口体积(L)。6.工艺流程:化学脱脂水洗酸洗活化水洗热纯水水洗(预热)化学镀镍纯水水洗热纯水水洗吹干、检验入库。
化学镀镍工艺中,预处理不好会造成什么问题?
电镀前预处理是电镀工艺中的一道必不可少的工序。如果前处理不好,早期出售是否符合电镀加工要求,直接影响镀层质量。

求化学镀镍配方,工艺流程
化学黑镍镀工艺规范化学黑镍镀液采用HH118-5化学黑镍镀添加剂配制,镀液为绿色透明液体。当镀液调至工作状态,即PH值为9~10时,镀液为蓝色透明液体。沉积速率为58m/h.过程如下:1 .工艺流程1。HH922A脱脂水洗HH942除锈活化水洗热水预热化学镀镍水洗hh 118-7黑色钝化水洗后处理2。HH922A脱脂水洗HH942除锈活化水洗水洗热水。水洗后处理说明:工艺流程1、适用于钢铁、铜合金、铝合金、铸铁等材质的电镀件。例如,电镀零件要求高表面硬度和枪黑色等。工艺流程2、适用于钢铁、铝合金、铸铁、铜合金直接镀黑镍,也可直接镀不锈钢、镀镍、镀铬。(3)在不锈钢、电镀镍等被镀件上直接镀黑镍时,镀前应先用浓盐酸或20%硫酸(30~45)活化至少10分钟。铝合金电镀应按铝合金的工艺条件进行。(铝合金镀黑镍说明附后)二。工作流体1的制备。按下式配制工作液硫酸镍:25g/L次磷酸钠:25g/L HH118-5: 200ml/L(约220g/L) 2。将硫酸镍和次磷酸钠分别按工作液水总量的一半溶解,混合沉淀,然后加入3。用氨水调节PH值到10~11(工作时保持PH值在9~10范围内即可)。3.电镀工艺参数1。电镀起始温度为805。工作负荷1 ~ 1.5 DM/L3,PH值9~10,用氨水4调节。时间根据工件要求不少于20分钟。四。电镀要点及镀液维护1。电镀槽应由耐酸碱和耐高温的材料制成,如聚丙烯或玻璃纤维增强塑料。电镀槽最好盖好,这样可以减少热能损失,防止杂物掉入。2.电镀过程中要经常搅拌,无论是机械搅拌还是空气搅拌。3.工作过程中,槽液要每小时循环过滤一次,过滤器要配备专用设备,如连续过滤,可以搅拌。
拌的作用。4、由于施镀中PH值会下降,需经常检查PH值,并用氨水进行调整。5、槽液的补加。以施镀一个小时为时间段,以装载量1dm2/L· h为基准,计算出施镀工件实际面积相对的有效工作液总量(注:不是槽液总量)。而后按该工作液总量的10%进行补加。视现场情况,各补充材料可用水事先溶解后补充,也可用工作液溶解后补充。以上补加完成后,用水将镀液加至弊旁改规定的位置,调整PH值,经过滤后可继续施镀。6、要定期对镀槽进行倒槽清洗,清洗槽的时间应视现场工作情况和槽壁沉积物严重程度而定。镀槽用3%稀硝酸浸泡后,用清水刷洗或冲洗干净。五、后处理视工作表租判面对色泽的要求,可进行钝化(深黑色)或不钝化(灰黑色)处理。最后用HH932脱水防锈油或透明清漆进行封闭。钝化工艺见“HH118-7化学镀黑镍钝化液说明书”。
上一篇:审讯椅厂家(审讯桌椅)
下一篇:游戏客服外包公司(游戏外包平台)
- 人参与,0条评论
发表评论