气辅系统(气辅成型动画)
- 电商
- 2022-06-25 04:16:53
气辅注入系统的特点是什么?
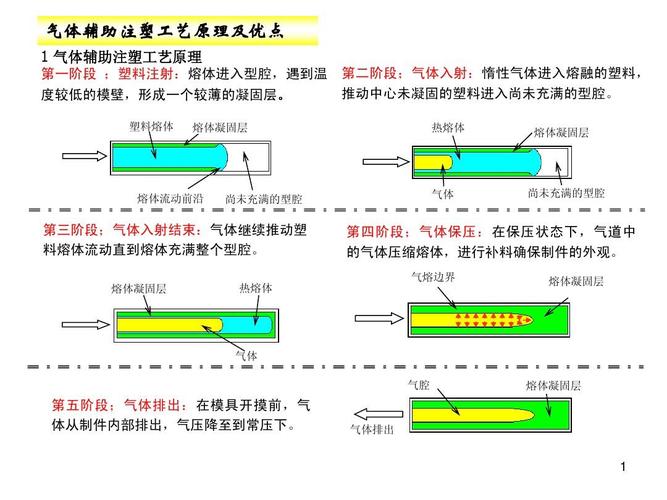
气辅注射的原理是利用高压气体在注塑件中产生空心截面,利用气体积压来降低制品的残余内应力,消除制品表面的缩痕,减少材料用量。显示了传统注塑无法比拟的优势:可以成型传统注塑难以加工的厚壁和薄壁复合塑料件,减少装配结构中的零件数量,从而减少对模具、流水线和劳动力的需求,节约生产成本。一方面,可以用小型注塑机成型大型产品;另一方面,可以使用铝合金代替合金钢作为模具材料,从而改善模具部件的加工性和导热性,并降低模具成本。气辅注射成型后,塑件中空,可以减轻重量,节约材料,缩短成型周期。塑件残余应力小,翘曲小,尺寸稳定性好。

气辅注塑模具的优点?及气辅成型的原理。
气体注射模具的优点:1。节约原材料,提高塑料利用率高达50%,缩短成型周期,提高部分性能。2.可降低模具内压力60%,使产品尺寸均匀,改善收缩变形。3.降低了注塑机的注射系统和合模系统的工作压力,使模具适用于较小的机器,降低了功耗。4.对注塑机系统要求简单,对原材料没有特殊要求。总的来说,与普通注射成型相比,气体辅助注射成型技术具有更多不可比拟的优势。它不仅可以降低塑料制品的制造成本,还可以改善某些性能。在零件能够满足相同要求的情况下,气体辅助注射成型可以大大节约塑料原料,节约率可高达50%。一方面,塑料原料用量的减少导致整个成型周期中各环节时间的减少;另一方面,通过在零件中引入高压气体,大大改善了零件的收缩和变形,因此可以大大降低注射保压时间和压力。气体辅助注射成型降低了注射机注射系统和锁模系统的工作压力,相应降低了生产能耗,延长了注射机和模具的使用寿命。同时,由于模具所受压力的减小,模具的制造材料也可以相应地选择得更便宜。气辅工艺加工的零件是空心的,不仅会降低零件的力学性能,还会有一定的进步,对零件的尺寸稳定性也大有好处。气体辅助注射的过程比普通注射成型稍微复杂一些。计算机辅助仿真基本用于分析零件、模具和工艺的控制,而对注塑机系统的要求相对简单。目前,在用的注塑机80%以上经过简单改装就可以与气体辅助注射成型系统相匹配。对原料没有特殊要求,一般的热塑性塑料和工程塑料都适合气体辅助注射成型。由于气体辅助注射成型技术在许多方面的优势,及其广泛的应用范围,常森对设备和原材料没有过多的要求。因此,在未来的发展中,这项技术将在注塑行业得到越来越广泛的应用。气体辅助注射成型原理:在气体辅助注射成型过程中,首先将欠注的缺型树脂注射到模具型腔中,然后向熔融物料中通入高压压缩氮气,气体沿着阻力最小的方向流向产品的低压和高温区域。当气体在产品中流动时,它通过替换熔化的材料来挖空厚壁部分。这些被取代的材料填充了产品的其余部分。填充过程完成后,气体将继续提供保持压力,这将最小化注射产品的收缩或翘曲。并且塑料内会有均匀的气压,开模前空气会消失,关闭喷嘴阀或浇口凝固后塑料会重新充满。(补充说明:气体辅助注射成型具有注射压力低、制品翘曲小、表面质量好、壁厚差异大的制品易于加工等优点。近年来发展迅速。气体辅助注射成型包括塑料熔体注射成型和气体注射成型。与传统的注射成型工艺相比,气体辅助注射成型有更多的工艺参数需要确定和控制,因此对产品设计、模具设计和成型过程控制有特殊的要求。)
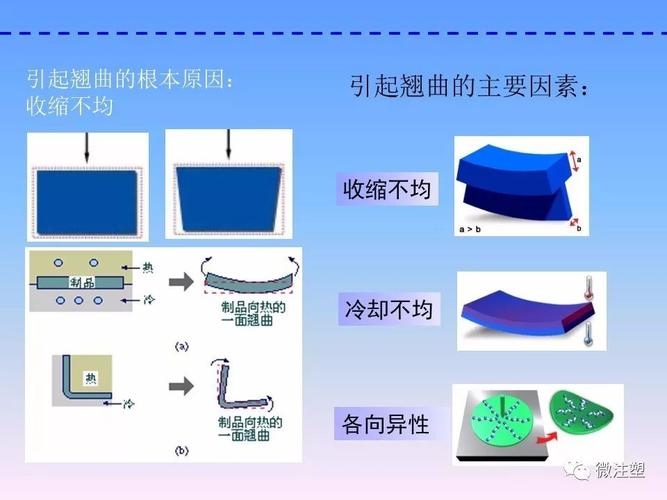
怎么解决长条型注塑件的变形?
首先看有没有变形,但一般有点变形是可以接受的,所以主要看整体平面变形怎么解决。我觉得可以尝试以下做法:1。改变动模和定模的温度。2.改变逸出物质的深度。第二种方法可以解决几乎所有带材产品的变形问题。
上一篇:自动骨架插针机(小型注塑机)
下一篇:抽接机(卷取机)
- 人参与,0条评论
发表评论