异形锉(T型锉刀)
- 电商
- 2022-06-24 05:20:44
常用的锉刀有哪几种类型
1.根据应用有:普通钳工锉,用于一般的锉削加工;木锉,用于锉木头、皮革等软质材料;塑料锉(什锦锉)用来锉小而细的金属零件,有许多各种截面的锉刀。磨木工锯的锉刀;特殊锉刀,如扁平和弓形特殊锉刀(特殊锉刀),有直的和弯曲的两种形式。2.锉刀按其断面形状分为平锉(扁锉)、方锉、半圆锉、圆锉、三角锉、菱形锉和刀锉。平锉用于锉平的、圆柱的和凸的曲面;方锉用于锉方孔、矩形孔和窄面;三角锉用于锉阴角、三角孔、平面;半圆锉用于锉凹曲面和平面;圆锉用于锉圆孔、凹曲面和半径较小的椭圆面。3.根据文件类型,文件分为单文件和双文件。单锉的刀齿与轴线成一定角度倾斜,适用于加工软有色金属。双刃锉的主副锉交叉排列,用于加工钢铁和有色金属。它可以将宽的文件碎片分成许多小段,使文件更轻。4.锉刀按每10mm长度内主锉刀线的数量分为~号,其中号为粗齿锉,号为中齿锉,号为细齿锉,号和号为光面锉,分别用于粗加工和精加工。金刚石锉刀没有锉刀线,而是在锉刀表面电镀一层金刚石粉,用来锉硬化金属。扩展信息:文件1的选择原则。锉刀横截面形状的选择。锉刀的横截面形状应根据待锉零件的形状来选择,使两个零件的形状相适应。切割内圆弧面时,选择半圆锉或圆锉(小直径工件);切割内角面时,选择三角锉;切割内直角面时,可以选择平锉或方锉等。用平锉锉内直角面时,要注意使锉无齿的窄面(光边)紧贴内直角的一面,以免擦伤直角面。2.锉齿厚度的选择。锉齿的厚度应根据加工工件的余量大小、加工精度和材料性能来选择。粗齿锉适用于加工余量大、尺寸精度低、形位公差大、表面粗糙度大、材质软的工件。相反,应该选择细齿锉。使用时应根据工件要求的加工余量、尺寸精度和表面粗糙度来选择。3.锉刀尺寸规格的选择锉刀尺寸规格应根据被加工工件的尺寸和加工余量来选择。当加工尺寸大,余量大时,应选择尺寸大的锉刀,反之,应选择尺寸小的锉刀。4.锉齿图案的选择锉齿图案应该根据要锉的工件的材料的性质来选择。切割铝、铜、低碳钢等软材料时。最好选择单齿(铣)锉。单齿锉前角大,楔角小,容屑槽大,不易堵屑,刃口锋利。参考百度百科-文件

锉刀分为哪几类?
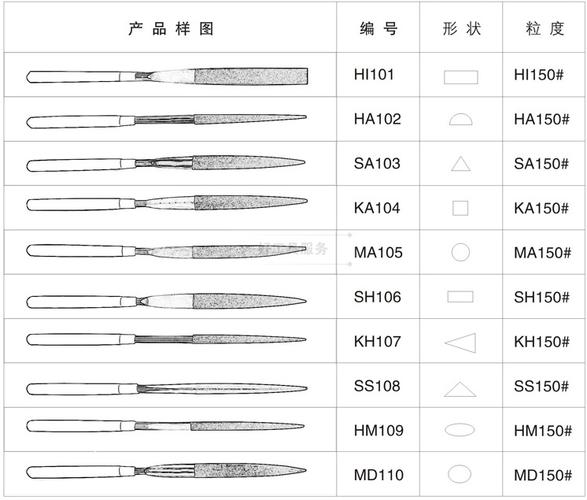
文件有很多种。按用途分有:普通钳工锉,用于一般的锉削加工;木锉,用于锉木头、皮革等软质材料;塑料锉(什锦锉)用于锉细小的金属零件。一组中有许多具有不同截面的文件。磨木工锯的锉刀;特殊锉刀,如扁平和弓形特殊锉刀(特殊锉刀),有直的和弯曲的两种形式。锉刀按断面形状可分为平锉(扁锉)、方锉、半圆锉、圆锉、三角锉、菱形锉、刀锉(见图)。平锉用于锉平的、圆柱的和凸的曲面;方锉用于锉方孔、矩形孔和窄面;三角锉用于锉阴角、三角孔、平面;半圆锉用于锉凹曲面和平面;圆锉用于锉圆孔、凹曲面和半径较小的椭圆面。文件按文件样式可分为单文件和双文件。单锉的刀齿与轴线成一定角度倾斜,适用于加工软有色金属。双刃锉的主副锉交叉排列,用于加工钢铁和有色金属。它可以将宽的文件碎片分成许多小段,使文件更轻。锉刀按每10mm长度内的主锉纹数可分为~号,其中号为粗亮齿锉,号为中齿锉,号为细齿锉,号和号为光面锉,通过摸锉宽分别用于粗加工和精加工。金刚石锉刀没有锉刀线,而是在锉刀表面电镀一层金刚石粉,用来锉硬化金属。

锉刀的尺寸规格
长度,有100~150mm,200-300mm,350—450mm几个规格。钳工锉的规格是指锉体的长度。异形锉和塑料锉的规格是指锉的全长。钳工锉身(锉尖到锉肩的距离)。异形锉和塑料锉的全长为规格尺寸。锉刀的基本尺寸主要包括宽度和厚度。对于圆形锉刀,是指其直径。文件按每10mm长度内主文件行数分为~号。其中,I号是粗齿锉杂种,II号是中齿锉其次,III号是细齿锉光滑,而No。IV和No。v为光面锉,分别用于粗加工和精加工。金刚石锉刀没有锉刀线,而是在锉刀表面电镀一层金刚石粉,用来锉硬化金属。扩展数据:文件大小规格的选择。锉刀尺寸规格应根据被加工工件的尺寸和加工余量来选择。当加工尺寸大,余量大时,应选择尺寸大的锉刀,反之,应选择尺寸小的锉刀。_ _ _ _ _锉齿线的选择锉齿线应根据被锉工件材料的性质进行选择。切割铝、铜、低碳钢等软材料时。最好选择单齿(铣)锉。单齿锉前角大,楔角小,容屑槽大,不易堵屑,刃口锋利。参考来源:百度百科-文件
上一篇:什锦锉(什锦锉用于加工任何表面)
下一篇:木工锉(切割工具有哪些)
- 人参与,0条评论
发表评论