车刀(刀具的种类)
- 电商
- 2022-06-15 20:09:36
车刀分为几种类型?
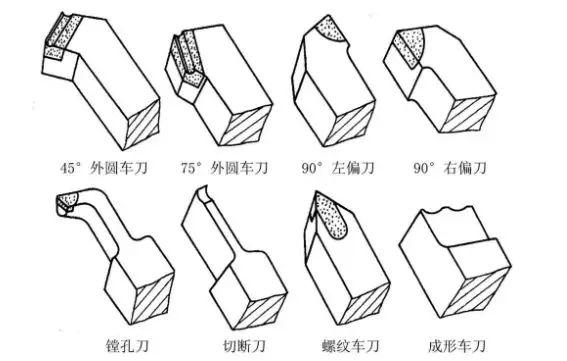
车刀可分为整体车刀、焊接组装车刀和机械夹紧刀片车刀。机械夹紧刀片的车刀可分为机床车刀和可转位车刀。1.硬质合金焊接车刀所谓焊接车刀,是按照刀具几何角度的要求,在碳钢刀杆上切出刀槽,用焊料将硬质合金刀片焊接在刀槽内,按照选定的几何参数进行刃磨后使用的车刀。2.机夹车刀机夹车刀是用普通刀片通过机械夹紧的方式将刀片夹在刀杆上的车刀。3.可转位车刀可转位车刀是一种使用可转位刀片的机夹车刀。在一个切割刃变钝后,它可以被快速转位并被相邻的新切割刃替换,从而它可以继续工作,直到刀片上的所有切割刃都变钝,然后刀片可以被废弃和回收。更换新刀片后,车刀可以继续工作。4.成型车刀成型车刀是加工裤子转体成型面的专用工具。其刀片形状根据工件轮廓设计,可用于在各种车床上加工内外回转体成型面。加长车刀刀片的特点和要求。定位精度高。刀片转位或更换新刀片后,刀尖的位置应在工件精度的允许范围内。2.刀片的可靠夹紧应保证刀片、刀垫和刀杆的接触面紧密贴合,能承受冲击和振动,但夹紧力不能过大,应力分布要均匀,以免压坏刀片。纯变3。顺畅的排屑。刀片前部无障碍,确保排屑顺畅,便于观察。4.好用。更换刀片和更换新刀片方便快捷。小型刀具的结构应紧凑。在满足上述要求时,结构应尽可能简单,制造和使用应方便。来源:百度百科-车削工具
常用的车刀有哪几种?
车刀是用来车削的,有切削部分。具体有两种分类:1。刀具切削出窄而深的槽,所以排屑空间小,切屑容易堵塞。为了减少与已经烧过的、抗山的加工面的摩擦,切削部分必须两侧磨出侧偏角,这样根部的强度就大大削弱了。2.成型车刀成型车刀是加工回转体成型面的专用工具。其叶片形状是根据根皮中工件的轮廓设计的,可用于在各种车床上加工内外回转体的成型面。用成型车刀加工零件时,零件表面可一次成型,操作简单,生产率高。车刀技巧:硬质合金焊接车刀所谓焊接车刀,是按照刀具几何角度的要求,在碳钢刀杆上切割出切槽,用焊料将硬质合金刀片焊接在切槽内,并按照选定的几何参数进行刃磨后使用的车刀。车刀是使用带波纹的普通刀片,通过机械夹紧将刀片夹紧在刀杆上的车刀。这种刀具具有以下特点:由于提高了耐用性,使用寿命更长,换刀时间更短,生产效率更高。按压刀片所用压板的端部可以起到断屑器的作用。供以上参考:百度百科-车削工具
车刀由什么组成?
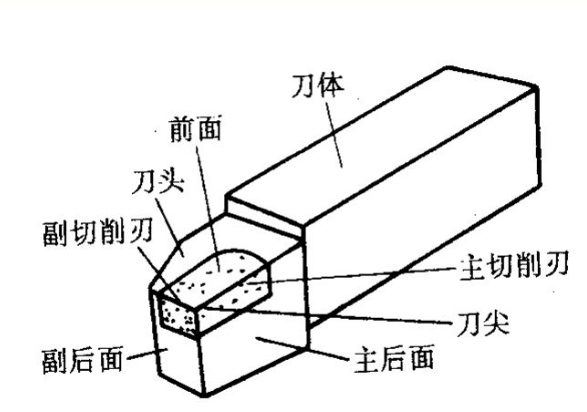
车刀由刀头和刀杆组成,刀头是切削部分,刀杆是夹紧部分。车床的切削部分由三面、两个刀片和一个刀尖组成。1.前刀具上切屑流过的表面也是车刀头的上表面。2.主背切割器与前部相交以形成主切削刃的后部。3.辅助切削刃的后部由后刀具和前刀具相交形成。4.主切削刃开始于切削刃上的主偏转角为零的点,并且至少一个切削刃旨在用于切削工件上的过渡表面。5.除主切削刃之外的辅助切削刃的刃,其也起始于主偏转角为零的点,但是在远离主切削刃的方向上延伸。6.刀尖刀尖是指主切削刃和辅助切削刃结合处的切削刃的相对较小的部分。实际上,刀尖是一个小圆弧过渡刃。(三)车刀的几何角度及其作用为了确定车刀切削刃及其前后端面在空间中的位置,即确定车刀的几何角度,需要建立三个相互垂直的坐标平面(辅助平面):基面、切削面和正交面,如图3.3所示。当车刀静止时,基面是通过工件轴线的水平面,主切削面是通过主切削刃的垂直面,正交面是垂直于基面和主切削面的垂直剖面。车刀切削部分在辅助平面中的位置形成车刀的几何角度。车刀的主要角度有前角0,后角0,主偏角kr和辅助偏角kr’,如图3.9所示。图3.9车刀辅助平面图3.10车刀主角度1。前角0前角是指正面与基面之间的角度,其角度可以在正交平面内测量。增大前角会增加前刀面的倾斜度,切屑容易流过刀具前刀面,变形小,省力;但前角不能太大,否则会削弱刀刃的强度,容易崩刃。一般前角0=-5 ~ 20。前角还取决于工件材料、刀具材料、粗加工和精加工等。比如工件材料和刀具材料越硬,前角 0应该越小,而精加工时前角0应该越大。2.后角0后角是指背面与切削平面之间的角度,其角度在正交平面内测量。其作用是减少车削时背面与工件的摩擦,减少切削时的振动,提高工件的表面加工质量。一般0=3 ~ 12。粗加工或切削硬质材料时,后角 0取小值,精加工或切削软质材料时,取大值。3.主偏转角kr主偏转角是指主切削平面与假定工作平面(平行于进给运动方向的垂直面)之间的角度,它的角度是在基面内测量的。减小主偏角可以增加刀尖强度,改善散热条件,延长刀具使用寿命,但同时也会增加刀具对工件的反作用力,使工件变形,影响加工质量。比如车削细长工件比较困难,所以主偏转角kr通常为45、60、75、90。4.副偏转角KR’副偏转角指的是副切削平面(穿过副切削刃的垂直面)和假定工作平面(平行于进给运动)之间的关系
方向的铅垂面)间的夹角,其角度在基面中测量,其作用是减少副切削刃与已加工表面间的摩擦,以提高工件表面加工质量,一般副偏角kr′=5°~15°。

上一篇:铣刀(铣刀刀具)
下一篇:刀具配附件(山特维克刀具)
- 人参与,0条评论
发表评论