剃齿刀(刀片式剃须刀)
- 电商
- 2022-06-15 19:58:15
剃齿刀是什么材料制造的啊?
加工滚刀插齿剃齿刀高速钢材质高速钢又称风钢或锋钢,意思是淬火时即使在空气中冷却也能淬硬,而且非常锋利。它是一种成分复杂的合金钢,含有形成碳化物的元素,如钨、钼、铬和钒。元素总量约为10 ~ 25%。它仍能保持高硬度,HRC可达60以上,即使在高速切削产生高热时(约500)。这就是高速钢最重要的特性:3354红硬度。然而,经过淬火和低温回火后,碳素工具钢在室温下具有较高的硬度,但当温度高于200时,硬度急剧下降,到500时,硬度已下降到与退火状态相似的水平,从而完全丧失了切削金属的能力,这就限制了碳素工具钢在刀具上的使用。高速钢由于红硬性好,弥补了碳素工具钢的致命缺点,可以用来制作刀具。组合式超硬单刃剃齿刀1,组合式凯蓝超硬单刃剃齿刀,主要由刀体、叠片、压盖、紧固螺钉和调节机构组成,叠片由超硬立方氮化硼或金刚石制成,叠片的平面和轴线垂直套装在刀体上。其特征在于套在刀体7上的叠片为齿形叠片,不调整齿厚时只安装三个叠片,其中一个为刀片5。其切割刀片位于整个刀齿厚度的中间,其两个导向刀片3等距离地放置在切割刀片5的两侧。切割刀片5和导向刀片3分别由衬垫4和6隔开,并由定位销8定位。如果需要调整齿厚,切割刀片5和导向刀片3各由两个叠片组成,共安装六个齿形叠片,即形成可调切割刀片11和可调导向刀片9,奇数和偶数叠片由定位销8定位,奇数叠片1、3、5形成元孙库的左齿廓14, 偶数编号的叠片2、4和6形成右齿廓15,奇数编号的叠片的一些两个螺钉孔12和两对。

插齿刀,剃齿刀,齿轮滚刀形状和功能上有什么区别
插齿刀是插齿机上使用的刀具,主要加工内外齿轮。滚齿刀是在滚齿机上加工齿轮的刀具,可以加工除内齿轮以外的齿轮。剃齿银刀是剃齿机上加工齿轮的工具,主要通过盲胶宴完成齿轮的精加工。结构不一样,图如橙;

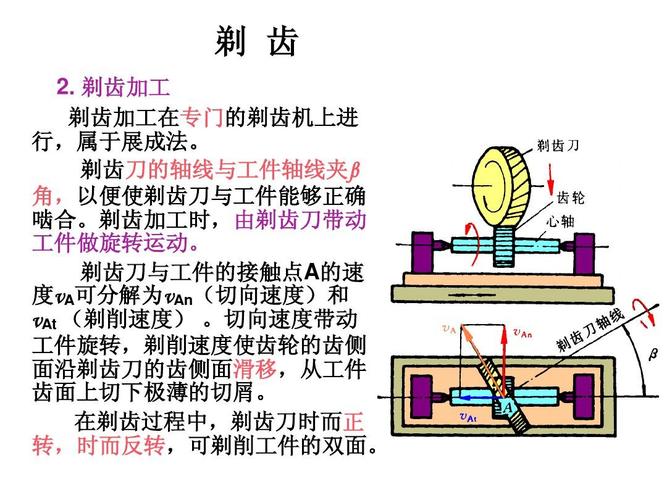
剃齿的剃齿原理
在啮合传动中,由于轴线交角“”的存在,齿面沿齿向相对滑动,这个滑动速度Vce=(vt2-vt1)就是剃齿的切削速度。剃齿刀的齿面开槽形成刀片,齿轮混沌宏观面上的加工余量被滑速切断。剃齿刀因为双面啮合,两面都可以切,但是因为两面的切角不一样,一面是锐角,所以切割能力强。另一面是钝角,切削能力弱,以挤压抛光为主,所以对剃齿质量影响很大。为了在齿轮两侧获得相同的剃刮条件,剃齿刀在剃刮期间进行交替的正向和反向运动。剃齿需要以下动作:1。剃齿刀驱动工件高速正反向运动——基本运动。2.工件沿轴向往复运动,这样就可以刮削齿轮的整个齿宽。3.工件每往复一次就做一次径向进给运动——切除所有余量。综上所述,剃齿的过程就是剃齿刀与被切齿轮在自由展成运动中紧密啮合,实现微切削的过程。实现剃齿的基本条件是轴上有交角。当交角为零时,切削速度为零,剃齿刀对工件没有切削作用。
上一篇:插齿刀(滚齿刀具)
下一篇:机用锯片(锯铝机锯片)
- 人参与,0条评论
发表评论