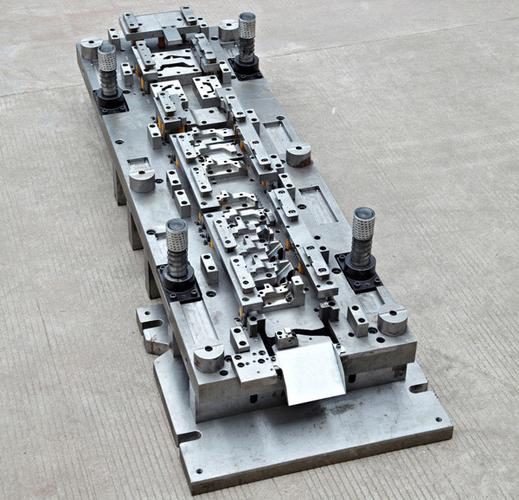
锻造模(锻造模具)
- 电商
- 2022-06-15 18:03:58
什么是铸造模 锻造模 冲压模 压铸模
不同腐烂场合或不同机器使用的模具:铸造模具——铸造用模具。锻造模具-锻造机上使用的模具。冲压模具-用于冲压或液压机的模具。压铸机中使用的压铸模具。
锻造模具一般用怎么材料,其热处理工艺是什么?
1.锻模用钢:1。Cr12MoV,5CrNiMo,5CrMnMo等。2.模具钢用于制造冷冲模、热冲模、压铸模具和其他模具。是机械制造、无线电仪器、电机、电器等行业制造零件的主要加工工具。模具燃烧器的质量直接影响压力加工工艺的质量、产品的精度产量和生产成本,而模具的质量和使用寿命除了合理的结构设计和加工精度外,主要受模具材料和热处理的影响。2.热处理工艺:1。油淬后回火是锻模用钢的典型热处理工艺。2.钢的淬火是一种热处理工艺,其中将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上的温度,保持一段时间,完全或部分奥氏体化,然后以大于马氏体(或贝氏体)转变的临界冷却速率的冷却速率快速冷却到Ms以下(或接近Ms的等温)。一般铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有急冷工艺的热处理工艺也称为淬火。3.回火是将淬火后的工件重新加热到低于下临界温度AC1(加热时珠光体转变为奥氏体的起始温度)的适当温度,保温一段时间后,在空气、水、油等介质中冷却的金属热处理工艺。或者将淬火后的合金工件加热到合适的温度,保持一定时间,然后缓慢或快速冷却。通常,它用于降低或消除硬化钢中的内应力,或降低其硬度和强度以改善其延展性或韧性。工件淬火后应及时回火,通过淬火和回火相结合的方式,获得所需的机械性能。
齿轮锻造模设计的原理
根据齿轮锻件的成形特点,考虑模架的通用性、模具的调试和操作方便、上下模更换快捷、工作面清理方便等。结合本公司模具设计、制造和使用的传统,齿轮采用温挤压模具结构。模具上部的冲头1由锥形冲头套筒29和冲头盖32通过螺纹连接,并牢固地固定在冲头座31中,有利于冲头1的自动定位和方便更换。采用三层预应力组合凹模设计,通过模盖3固定在凹模座18内。预应力组合凹模与凹模座18间隙配合,可以通过凹模座18上的调节螺钉19进行微调,从而保证组合凹模与凸模1同轴。在挤压过程中,导柱24和导套23用于导向。为了确保良好的润滑,导柱24和导套23设有润滑油槽。采用拉杆式退料装置,由退料拉杆33、退料拉套34、顶杆l7、顶杆9和顶杆7组成。这套模具通用性强,只需更换不同尺寸的冲头、组合模和顶杆,就可以挤压出不同尺寸和形状的齿轮锻件。将加热并轻微镦粗以去除氧化皮的坯料放入组合凹模的型腔中。随着压力机滑块的向下移动,当冲头1向下移动到下死点时,坯料被挤压成形。当滑块返回时,冲头I开始向上移动。由于挤压物对组合凹模内壁面的摩擦力大于凸模1的摩擦力,凸模1逐渐与挤压物分离,使挤压物留在凹模的型腔内。当冲头1向上运动到上止点时,在滑块、顶杆33、顶杆套34和顶杆刮板17的作用下,退料装置接触并推动顶杆9、顶杆7和挤压件向上运动。当冲头1和滑块返回到上止点时,挤压件为pu
上一篇:快速经济磨具(模具行业)
下一篇:橡胶模(硅胶模具)
- 人参与,0条评论
发表评论