摩擦焊机(摩擦焊接的优缺点)
- 电商
- 2022-06-15 06:07:51
摩擦焊接的优缺点有哪些?
优点:1。快速灵活;2.焊接过程稳定,可复验;3.焊接质量优秀,无需依赖熟练焊工;4、可以最小化准备工作量;5.不需要熔剂或保护气体;6.对环境有益,不会产生焊接烟尘或其他气体。缺点:由于工件旋转,很难焊接非圆形截面。盘形工件和薄壁管件由于不易夹紧,焊接难度较大。受限于焊机主轴电机的功率,目前摩擦焊可焊接的最大截面为20000mm2。摩擦焊机一次性投资大,适合批量生产。焊接:又称熔焊,是通过加热、高温或高压将金属或塑料等其他热塑性材料连接起来的制造工艺和技术。可以通过以下三种方式达到加盟的目的:33601。熔焊——加热待连接的工件使其局部熔化形成熔池,待冷却凝固后进行连接,必要时可加入填充剂进行辅助。它适用于各种金属和合金的焊接,并且不需要压力。2、压力焊——焊接过程必须对焊件施加压力,属于各种金属核材料和部分金属材料的加工。3.钎焊——用熔点低于母材的金属材料作为钎料,用液态钎料润湿母材,填充接头间隙,用母材摊手,实现链接焊件。适用于各种材料的焊接,也适用于不同金属或异种材料的焊接。现代焊接中有许多能源,包括气体火焰、电弧、激光、电子束、摩擦束和超声波。
摩擦焊的优缺点!
摩擦焊优点:低成本生产优点:焊接时不需要开槽,不需要保护气体和填充材料,大大节约了生产成本。搅拌摩擦焊的直接生产成本仅为MIG熔焊的1/16。高效生产能力:焊缝一次焊接完成,无需多层多道焊,最高焊接速度可达1000mm/min。优质产品的优点:焊接残余应力小,收缩小,变形小,焊接难度高,无焊接气孔缺陷,无元素烧损,无焊接热裂纹,凝固时无元素和组织偏析,接头显微组织各向同性,无焊缝超高,焊接铝合金时接头强度损失最小。摩擦焊的缺点:由于工件旋转,焊接非圆形截面比较困难。盘形工件和厚壁管由于不易夹紧,很难夹紧和焊接。由于焊机主轴电机输出功率的限制,摩擦焊机的一次性投资较大,适合大批量生产。
什么是摩擦焊
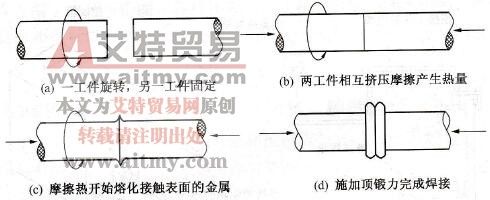
在压力的作用下,通过待焊工件的摩擦界面及其附近的温度升高,使材料的变形抗力下降,塑性增加,界面氧化膜破裂。固态焊接方法利用材料的塑性流变,通过界面处的分子扩散和再结晶实现焊接。摩擦焊接通常由以下四个步骤组成:1 .机械能转化为热能;2.材料的塑性变形;3.热塑性下的锻造压力:4.分子间扩散重结晶。摩擦焊与碧云传统熔焊的最大区别在于,在整个焊接过程中,待焊金属能量上升所达到的温度并没有达到其熔点,即金属在热塑性状态下呈类锻造固相连接。与传统熔焊相比,摩擦焊具有33,354的焊接接头质量高,可达到焊缝与母材的强度,焊接效率高,质量稳定,一致性好的优点,可实现异种材料的焊接。经过摩擦焊接技术的多年发展,已经开发出摩擦焊接的多种分类,包括惯性摩擦焊接、径向摩擦焊接、线性摩擦焊接、轨道摩擦焊接和搅拌摩擦焊接。传统摩擦焊的定义:一种压力焊接方法,利用
下一篇:压焊机(缝焊机)
- 人参与,0条评论
发表评论